An extraordinary challenge
- calendar_today January 26, 2026
- labelCase studies

Inim fire protection Inim the service of one of Europe's largest mills, De Hompesche Molen.

De Hompesche Mill
The De Hompesche Molen, standing 37 meters tall
Built in a strategic position on a small hill, the De Hompesche Molen makes the most of its exposure to the wind. Its majestic blades, with a diameter of 26 meters, convert wind energy into rotary motion. This directly drives the central shaft and transmits the motion to the millstones, making it possible to process large quantities of grain every day.
The interior of De Hompesche Molen
Inside the mill, the wheat is fed into a hopper that slowly conveys it to the heart of the stone mill. Here, two large overlapping discs—one fixed and one rotating—gradually crush it until it is transformed into flour. An ingenious, entirely mechanical process that has its roots in centuries-old milling traditions.
The challenges of the historic site and Inim solution
The mill, with its majestic brick and wood structure, required fire protection that was able to meet specific needs. Flour dust, a natural product of milling, is extremely volatile and can pose a double risk to fire safety: such fine dust makes it particularly difficult to rely on traditional smoke detection systems, which run the risk of activating repeatedly and generating false alarms. This posed a crucial challenge for De Hompesche Molen, especially during operational demonstrations. The dust, gradually accumulating in cavities, hidden corners, and on surfaces that are not easily accessible, can become a dangerous silent detonator. This accumulation creates ideal conditions for the development of smoldering fires, which, remaining hidden, can spread without being immediately detected. To address these issues, it was necessary to use a highly reliable system and technology that specifically met the needs of the facility. The solution proposed by Inim the adoption of the FA100 aspirating smoke detection system, specifically designed for environments where specific detection was required. The system, equipped with dust filters and advanced detection technology, offers high tolerance to suspended particles while ensuring responsive and reliable protection in the event of a fire. This installation not only improved the safety of the mill but also preserved the historical value of the structure, ensuring that monthly demonstrations and tourist visits could continue without interruption.
Technical partners of this project
SmartSD, the Inim distributor Inim BENELUX, provided logistical, technical, and commercial support for the success of the project.
Bob de Vries
Project Advisor
He has been working with SmartSD since 2013 and closely follows Fire & Safety products.

FA100 technology, measured reaction to particles
Aspirating smoke detectors with optical systems are based on the Tyndall effect. The detector continuously draws in air and conveys it into the device's sampling chamber. Here, there is a light source that illuminates the sampling chamber, and a photoreceptor points at the same volume but, due to the labyrinth design of the chamber itself, does not receive the rays emitted by the light source. Any particles present inside the chamber will reflect the light beams from the source, deflecting some of them towards the receiver; the detection of these light beams triggers the alarm.
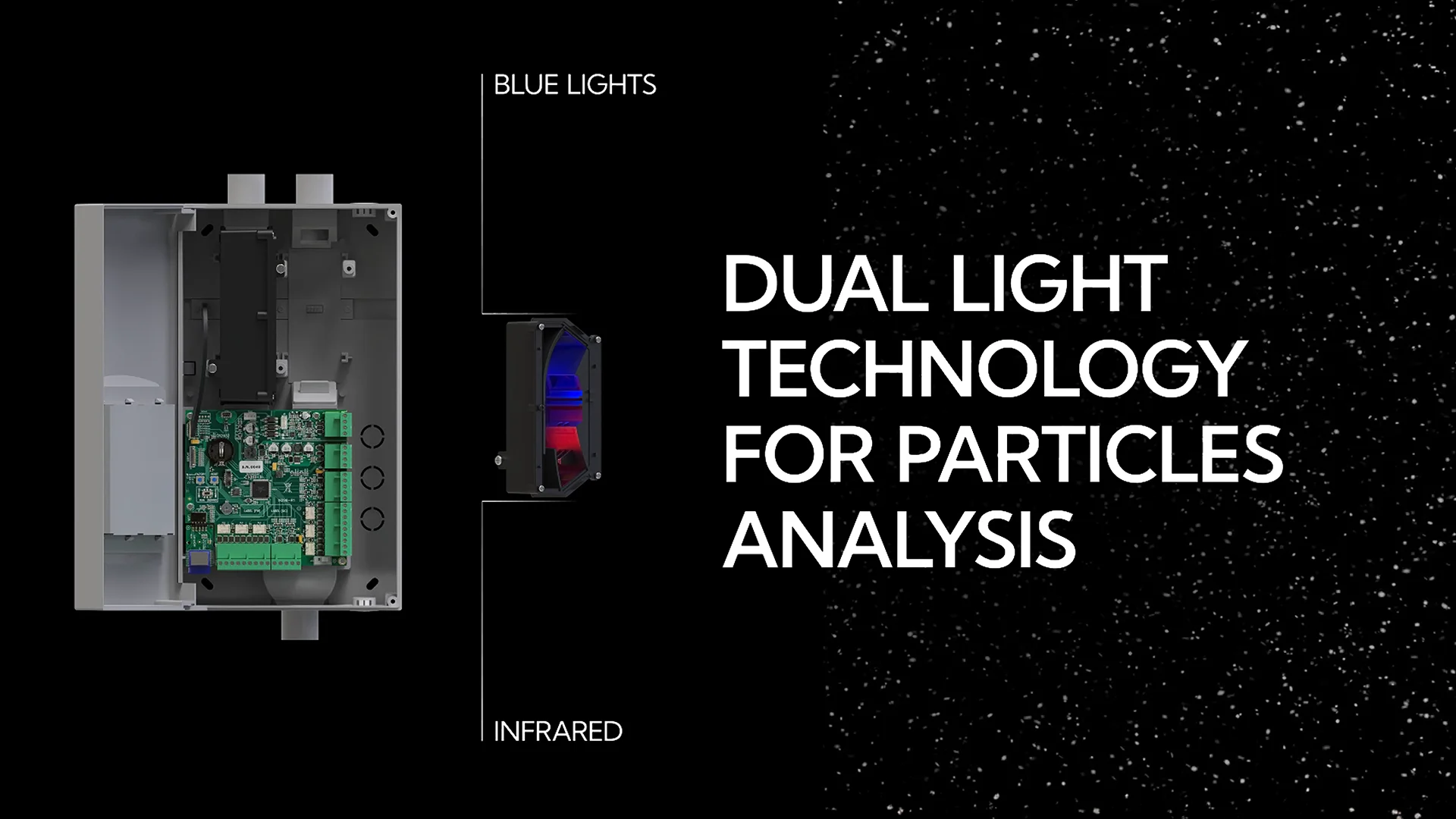
As can be imagined, an aspirating smoke detector with a classic optical system will react indiscriminately to any type of particle, whether smoke, dust, or vapor. The key principle of the technology is based on two light sources with different wavelengths, one in the infrared range (red light) and one in the visible range (blue light); the two sources are activated alternately. Particles of different diameters deflect different frequencies in different ways. Specifically, particles larger than one micron reflect more infrared light and less blue light; conversely, particles smaller than one micron reflect less infrared light and more blue light. This combination allows the detector to discriminate between particles of different sizes, enabling the system to ignore larger particles, such as flour dust, which often cause false alarms in traditional systems.
Particle analysis of the FA100 system
Related articles
There are no articles related to this content.